|
1
ĘČć·
▒Šś╦£╩ęÄČ©┴╦▓╗õPõō▀BĶT░Õ┼„Ż©ęįŽ┬║åĘQ░Õ┼„Ż®Ą─│▀┤ńĪó═Ōą╬Īóųž┴┐╝░į╩įSŲ½▓ŅĪó╝╝ągę¬Ū¾Īóįć“×ĘĮĘ©ĪóÖz“×ęÄätĪó▀\▌öĪóā”┤µĪóś╦ųŠ║═Öz“×╬─╝■ĪŻ
▒Šś╦£╩▀mė├ė┌│Żų▌Š½├▄õō╣▄▓®┐═ŠW╔·«aĄ─▓╗õPõō▀BĶT░Õ┼„ĪŻ░Õ┼„▓╗Ą├▀Mąą┐vŪąĪŻ
2
ęÄĘČąįę²ė├╬─╝■
Ž┬┴ą╬─╝■ųąĄ─Śl┐Ņ═©▀^▒Šś╦£╩Ą─ę²ė├Č°│╔×ķ▒Šś╦£╩Ą─Śl┐ŅĪŻĘ▓╩Ūūó╚šŲ┌Ą─ę²ė├╬─╝■Ż¼ŲõļS║¾╦∙ėąĄ─ą▐Ė─å╬Ż©▓╗░³└©┐▒š`Ą─ā╚╚▌Ż®╗“ą▐ėå░µŠ∙▓╗▀mė├ė┌▒Šś╦£╩Ż¼╚╗Č°Ż¼╣─äŅĖ∙ō■▒Šś╦£╩▀_│╔ģfūhĄ─Ė„ĘĮ蹊┐╩Ūʱ┐╔╩╣ė├▀@ą®╬─╝■Ą─ūŅą┬░µ▒ŠĪŻĘ▓╩Ū▓╗ūó╚šŲ┌Ą─ę²ė├╬─╝■Ż¼ŲõūŅą┬░µ▒Š▀mė├ė┌▒Šś╦£╩ĪŻ
GB/T
226-1991 õōĄ─Ą═▒ČĮM┐Ś╝░╚▒Ž▌╦ß╬gÖz“×Ę©
GB/T 8170-2008 öĄųĄą▐╝sęÄät┼cśOŽ▐öĄųĄĄ─▒Ē╩Š║═┼ąČ©
YB/T
4003-1997 ▀BĶTõō░Õ┼„Ą═▒ČĮM┐Ś╚▒Ž▌įu╝ēłD
3 ėåžø╦∙ąĶą┼Žó
3.1ėåžøĢrė├æ¶æ¬╠ß╣®ęįŽ┬ą┼ŽóŻ║
aŻ® «aŲĘ├¹ĘQŻ╗
bŻ®
▒Š«aŲĘś╦£╩╠¢Ż╗
cŻ® ┼Ų╠¢╝░ī”æ¬ś╦£╩╠¢Ż╗
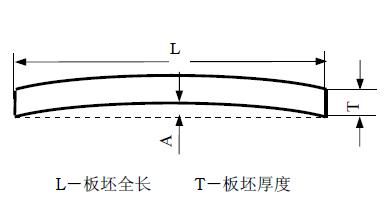
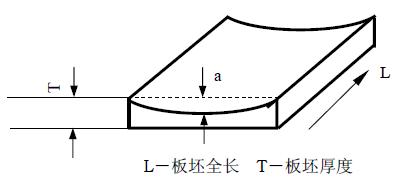
dŻ® │▀┤ńŻ╗
eŻ® ╝ė╣żė├═ŠŻ╗
fŻ® ųž┴┐╗“öĄ┴┐Ż╗
gŻ®
ś╦£╩ųąęÄČ©æ¬ė╔╣®ąĶļpĘĮģf╔╠Ż¼▓óį┌║Ž═¼ųąūó├„Ą─Śl┐Ņ╗“ųĖś╦Ż¼╚ń╬┤ūó├„Ż¼ė╔╣®ĘĮ▀xō±Ż╗
hŻ® Ųõ╦¹╠ž╩Ōę¬Ū¾ĪŻ
4
│▀┤ńĪó═Ōą╬Īóųž┴┐╝░į╩įSŲ½▓Ņ
4.1 │▀┤ń
4.1.1
░Õ┼„Ą─╣½ĘQ║±Č╚ĪóīÆČ╚╝░į╩įSŲ½▓Ņæ¬Ę¹║Ž▒Ē1Ą─ęÄČ©ĪŻ
▒Ē1
å╬╬╗Ż║mm
|
ĒŚ ─┐ |
│▀┤ń |
į╩ įS Ų½ ▓Ņ |
|
║± Č╚ |
180Īó200 |
Ī└ 5 |
|
īÆ Č╚ |
750Ī½1600 |
Ī└10 |
 |
4.1.2░Õ┼„Ą─ķLČ╚═©│Ż×ķ2000mmĪ½14000mmŻ╗Č©│▀║═ĘČć·Č©│▀Ą─ķLČ╚×ķ8000mmĪ½12000mmŻ╗Č©│▀Ą─ķLČ╚į╩įSŲ½▓Ņ×ķ0mmĪ½+80mmĪŻĮø╣®ąĶļpĘĮģf╔╠Ż¼į╩įSĮ╗ĖČę╗Č©▒╚┬╩Ą─Č╠│▀░Õ┼„Ż©ķLČ╚Ż╝8000mmŻ®ĪŻ
4.2
═Ōą╬
░Õ┼„Ą─═Ōą╬æ¬Ę¹║Ž▒Ē2Ą─ęÄČ©ĪŻ
4.3 ųž┴┐
░Õ┼„æ¬░┤īŹļHųž┴┐Į╗žøĪŻĮø╣®ąĶļpĘĮģfūhŻ¼ę▓┐╔░┤└Ēšōųž┴┐Į╗žøĪŻ
5 ╝╝ągę¬Ū¾
5.1
õōĄ─┼Ų╠¢╝░╗»īW│╔Ęų
õōĄ─┼Ų╠¢╝░╗»īW│╔ĘųŻ©╚█¤ÆĘų╬÷Ż®╝░░Õ┼„│╔ŲĘ╗»īW│╔Ęųį╩įSŲ½▓Ņæ¬Ę¹║ŽīÜõōŲ¾śIś╦£╩╗“Ųõ╦¹ŽÓĻPś╦£╩Ą─ęÄČ©ĪŻ
5.2
▒Ē├µ┘|┴┐
5.2.1░Õ┼„Ą─Č╦├µ▓╗Ą├ėą╚Ōč█┐╔ęŖĄ─┐s┐ūĪó┴č╝yĪóĖ▀Č╚┤¾ė┌5mmĄ─╗čµŪąĖŅ┴÷╝░Ųõ╦³ė░ĒæūŅĮK▄łųŲ┘|┴┐Ą─╚▒Ž▌ĪŻ
5.2.2
░Õ┼„Ą─▒Ē├µ▓╗Ą├ėą╚Ōč█┐╔ęŖ┴č╝yĪóųž»BĪóĘŁŲżĪóĮY░╠ĪóŖAļsĪó└õ×RĪóČ·ūėĪóÜŌ┐ūĄ╚╚▒Ž▌ĪŻ
5.2.3░Õ┼„▒Ē├µ▓╗Ą├ėą╔ŅČ╚╗“Ė▀Č╚┤¾ė┌2mmĄ─š±║█Īó░Ö╝yĪóäØ║█Īóē║║█Īó▓┴é¹Īó░╝┐ėĪó═╣ēK║═░l╝yĄ╚╚▒Ž▌ĪŻ
5.2.4░Õ┼„╚ń┤µį┌╔Ž╩÷╚▒Ž▌ĢrŻ¼┐╔▀MąąŠ½š¹ŪÕ│²ĪŻŪÕ│²æ¬čž░Õ┼„Ą─ķLČ╚ĘĮŽ“▀MąąŻ¼Č╦├µ╚▒Ž▌æ¬ėĶęįĖŅ│²ĪŻŪÕ│²╔ŅČ╚æ¬░┤īŹļH│▀┤ńėŗ╦ŃĪŻŠ½š¹ŪÕ│²╚▒Ž▌Ģræ¬▒ŻūCŻ║
a)
ŪÕ│²╠Äæ¬łA╗¼│╔ą▒Ų┬ą╬Ż¼▓ó▓╗Ą├ėą└ŌĮŪŻ╗
b) ŪÕ│²īÆČ╚æ¬▓╗ąĪė┌╔ŅČ╚Ą─6▒ČŻ¼ķLČ╚æ¬▓╗ąĪė┌╔ŅČ╚Ą─10▒ČŻ╗
c)
å╬├µŠ½š¹╔ŅČ╚æ¬▓╗┤¾ė┌║±Č╚Ą─10ŻźŻ¼═¼ę╗ÖMĮž├µā╔ŽÓī”├µĄ─Š½š¹╔ŅČ╚ų«║═æ¬▓╗┤¾ė┌║±Č╚Ą─15ŻźŻ╗
d)
╚ńŠ½š¹╔ŅČ╚┤¾ė┌║±Č╚Ą─4ŻźŻ¼ŪęŠ½š¹╬╗ų├ėų▓╗į┌▀BĶT░Õ┼„īÆČ╚ĘĮŽ“Ą─ųą▓┐1/3╬╗ų├ĢrŻ¼æ¬į┌░Õ┼„ķLČ╚ĘĮŽ“Ą─ųąą─▌SŠĆ╬╗ų├Ż¼ī”ĘQą▐─źŽÓæ¬Ą─¾wĘeĪŻ
5.3
Ą═▒ČÖz“×
Ė∙ō■ąĶĘĮę¬Ū¾Ż¼Įø╣®ąĶļpĘĮģfūhŻ¼Ø▓ĶTĢr├┐ę╗Ø▓┤╬┐╔╚Ī░Õ┼„śėū÷Ą═▒ČÖz“ׯ¼Öz“×ĘĮĘ©æ¬Ę¹║ŽGB/T 226║═YB/T
4003Ą─ęÄČ©ĪŻ╚▒Ž▌Ą─ĘNŅÉĪó│▀┤ńĪó═Ōą╬╝░öĄ┴┐Ż¼æ¬Ę¹║Ž╣®ąĶļpĘĮģfūhĄ─ęÄČ©ĪŻ
6 įć“×ĘĮĘ©
6.1 ╗»īW│╔ĘųĘų╬÷
6.1.1 ░Õ┼„Ą─╗»īW│╔Ęų×ķ╚█¤ÆĘų╬÷│╔ĘųĪŻ
6.1.2
╚ńąĶ▀Mąą│╔ŲĘ╗»īW│╔ĘųĘų╬÷Ż¼æ¬į┌│²▀BĶT░Õ┼„Ņ^Īó╬▓═ŌĄ─īÆČ╚öÓ├µ╔ŽŻ¼Ęųäeį┌▀BĶT░Õ┼„║±Č╚ĘĮŽ“Ą─1/4╬╗ų├Īó3/4╬╗ų├┼cīÆČ╚ĘĮŽ“1/2╬╗ų├Īó1/8╬╗ų├Ą─Į╗▓µ³c╔Ž▀Mąą╚ĪśėŻ¼╦∙▓╔╚ĪĄ─╦─╠Äįćśė╗ņ║Ž║¾Ęų╬÷Ą├ĄĮĄ─╗»īW│╔ĘųŻ¼ęĢ×ķ░Õ┼„Ą─│╔ŲĘ╗»īW│╔ĘųĪŻ
6.2 │▀┤ń£y┴┐
6.2.1 ║±Č╚æ¬į┌ļxķ_Č╦├µ200mmĪ½300mm╠Ä▒▄ķ_łAĮŪ£y┴┐Ż©ā╔Č╦ŲĮŠ∙║±Č╚Ż®ĪŻ
6.2.2
īÆČ╚æ¬į┌░Õ┼„ķLČ╚Ą─ųą▓┐Ż¼čžīÆČ╚ÖMöÓ├µųąą─³c£y┴┐ĪŻ
6.2.3 ķLČ╚æ¬čž░Õ┼„īÆ├µĄ─ųąą─ŠĆ£y┴┐ĪŻ
6.2.4
░Õ┼„║±Č╚ė├┐©│▀£y┴┐Ż¼īÆČ╚║═ķLČ╚┐╔ė├õōŠĒ│▀╗“Ųõ╦³║Ž▀mĄ─£y┴┐╣żŠ▀£y┴┐ĪŻ
6.3 ▒Ē├µ┘|┴┐Öz“×
░Õ┼„Ą─▒Ē├µ┘|┴┐æ¬ųēK▀Mąą─┐ęĢÖz▓ķĪŻ
7 Öz“×ęÄät
7.1
ĮM┼·ęÄät
░Õ┼„æ¬░┤┼·“×╩šŻ¼├┐┼·æ¬ė╔═¼ę╗Āt┤╬Īó═¼ę╗īÆČ╚Īó═¼║±Č╚Ą─░Õ┼„ĮM│╔ĪŻ
7.2
Å═“×ęÄät
╚ńėą─│ę╗ĒŚįć“×ĮY╣¹▓╗Ę¹║Žś╦£╩ę¬Ū¾Ż¼ätÅ─═¼ę╗┼·ųąį┘╚╬╚Īļp▒ČöĄ┴┐Ą─įćśė▀Mąąįō▓╗║ŽĖ±ĒŚ─┐Ą─Å═“×ĪŻÅ═“×ĮY╣¹Ż©░³└©įōĒŚ─┐įć“×╦∙ę¬Ū¾Ą─╦∙ėąųĖś╦Ż®║ŽĖ±Ż¼ätš¹┼·║ŽĖ±ĪŻÅ═“×ĮY╣¹Ż©░³└©įōĒŚ─┐įć“×╦∙ę¬Ū¾Ą─╦∙ėąųĖś╦Ż®╝┤╩╣ėąę╗éĆųĖś╦▓╗║ŽĖ±Ż¼ätÅ═“×▓╗║ŽĖ±ĪŻ╚ńÅ═“×▓╗║ŽĖ±Ż¼ätęčū÷įć“×Ūęįć“×ĮY╣¹▓╗║ŽĄ─å╬╝■▓╗─▄“×╩šŻ¼Ą½įō┼·▓─┴Žųą╬┤ū÷įć“ץ─å╬╝■┐╔ų╝■ųžą┬╠ßĮ╗įć“×║═“×╩šĪŻ
8 ▀\▌öĪóā”┤µĪóś╦ųŠ║═Öz“×╬─╝■
8.1
▀\▌ö║═ā”┤µ
╚ńąĶĘĮī”▀\▌ö║═ā”┤µėą╠ž╩Ōę¬Ū¾ĢrŻ¼æ¬ė╔╣®ąĶļpĘĮģfūhęÄČ©ĪŻ
8.2
ś╦ųŠ
ś╦ųŠæ¬ś╦ėøį┌├┐ēK░Õ┼„Ą─Č╦├µ╗“é╚├µĪŻś╦ųŠĄ─ā╚╚▌═©│Żæ¬░³└©Āt╠¢Īó░Õ┼„╠¢Ą╚ą┼ŽóĪŻ
8.3 Öz“×╬─╝■
├┐┼·Į╗žøĄ─░Õ┼„æ¬ķ_Š▀Öz“×╬─╝■Ż¼Öz“×╬─╝■æ¬░┤ąĶę¬æ¬ūó├„Ż║╣®ĘĮ├¹ĘQ╝░╔╠ś╦Īóėåžøå╬╬╗Īó╩šžøå╬╬╗Īó║Ž═¼╠¢Īó«aŲĘ├¹ĘQĪóś╦£╩╠¢╝░┼Ų╠¢Īó│▀┤ńęÄĖ±ĪóĀt╠¢Īó░Õ┼„╠¢ĪóĮ╗žøųž┴┐Īóś╦£╩ųąęÄČ©Ą─Ė„ĒŚįć“×ĮY╣¹ĪóĮ╗žø╚šŲ┌Īó┘|┴┐╣▄└Ē▓┐ķTžōž¤╚╦║×ūųĄ╚ĪŻ
9 öĄųĄą▐╝sĘĮĘ©æ¬Ę¹║ŽGB/T 8170Ą─ęÄČ©ĪŻ
▒Ē2 å╬╬╗Ż║mm
| ĒŚ ─┐ |
łD ╩Š |
į╩įSŲ½▓Ņ |
| ÖMĮž├µ├ōĘĮ |
 |
aĪ▄5 |
| ╣─ ČŪ |
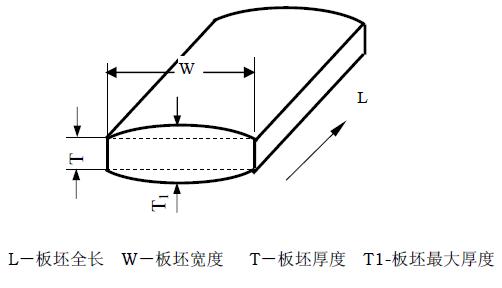 |
©OT - T1©OĪ▄
1%W |
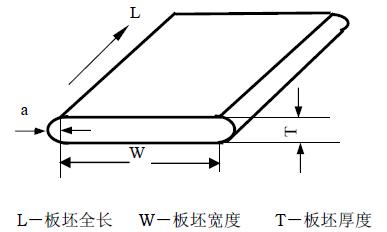 |
a Ī▄ 5%T |
| ńĀĄČÅØ |
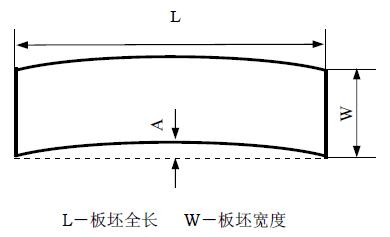 |
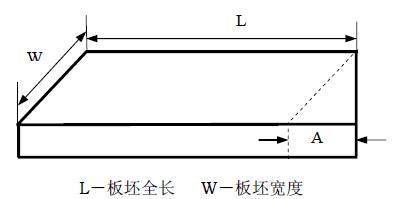
LĪ▌8000 |
AĪ▄40 |
| LŻ╝8000 |
AĪ▄20 |
| ▓╗ŲĮČ╚ |
 |
LĪ▌8000 |
AĪ▄40 |
| LŻ╝8000 |
AĪ▄20 |
| Ūą ą▒ |
 |
aĪ▄25 |
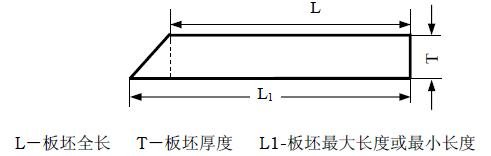 |
©OL- L1©O Ī▄10 |
| ░╝ Ž▌ |
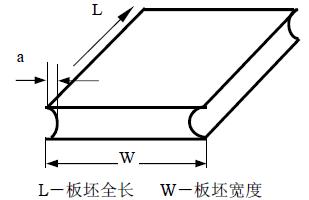 |
aĪ▄5 |
 |
aĪ▄2ŻźT |
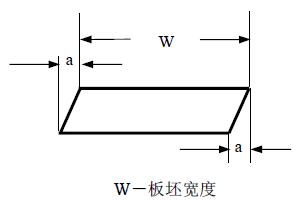
| ą© ą╬ |
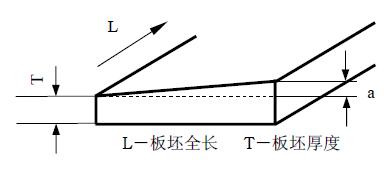 |
aĪ▄1ŻźT |
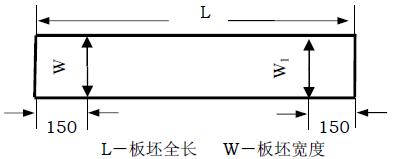 |
©OW- W1©OĪ▄20 |
|
|
ĖĮ╝ėšf├„Ż║
▒Šś╦£╩┤·╠µBZJ 137ŻŁ2007ĪŻ
▒Šś╦£╩┼cBZJ
137ŻŁ2007ŽÓ▒╚ų„ę¬ūā╗»╚ńŽ┬Ż║
©D ą▐Ė─┴╦ęÄĘČąįę²ė├╬─╝■Ż╗
©D ą▐Ė─┴╦õōĄ─┼Ų╠¢╝░╗»īW│╔ĘųĄ─ęÄČ©Ż╗
©D
ą▐Ė─┴╦Ą═▒ČĄ─ę¬Ū¾ĪŻ
▒Šś╦£╩ė╔│Żų▌Š½├▄õō╣▄▓®┐═ŠW▓╗õPõō╩┬śI▓┐▓┐╠ß│÷ĪŻ
▒Šś╦£╩ė╔│Żų▌Š½├▄õō╣▄▓®┐═ŠW▓╗õPõō╩┬śI▓┐▓┐Ų▓▌ĪŻ
▒Šś╦£╩Ų▓▌╚╦
ąņųąĮ▄ĪŻ
▒Šś╦£╩ė┌2009─Ļ╩ū┤╬░l▓╝ĪŻ
ĪĪ |