
45號鋼是含碳量為0.45%的碳素結構鋼,其特點是價格便宜,切削加工性能好,淬火后具有較高的硬度,調質處理后具有良好的強韌性和一定的耐磨性,被廣泛用于制造結構零件及中低檔的塑料模具。
“45號鋼”是通俗的叫法,符號一般記作“45#”。實際上GB標準鋼號為“45”,它不是順序號,讀作“45號鋼”不甚準確。
>>成分規范
45鋼相近的牌號有S45C(JIS)和1045(AISI)。此外,我國冶金技術標準中有SM45牌號專門表示塑料模具用途。SM45與45鋼相比,其磷硫含量更低,鋼材純凈度更好。
標準 | GB/T 699 | 牌號 | 45 |
C | 0.42~0.50 | Cr | ≤0.25 |
Si | 0.17~0.37 | Ni | ≤0.30 |
Mn | 0.50~0.80 | Cu | ≤0.25 |
按磷硫分級別 | P | S | |
優質鋼(45) | ≤0.035 | ≤0.035 | |
高級優質鋼(45A) | ≤0.030 | ≤0.030 | |
特級優質鋼(45E) | ≤0.025 | ≤0.020 | |
標準 | YB/T 094 | AISI | JIS G4051 |
牌號 | SM45 | 1045 | S45C |
C | 0.42~0.48 | 0.43~0.50 | 0.42~0.48 |
Si | 0.17~0.37 | — | 0.15~0.35 |
Mn | 0.50~0.80 | 0.60~0.90 | 0.60~0.90 |
P | ≤0.030 | ≤0.030 | ≤0.030 |
S | ≤0.030 | ≤0.050 | ≤0.035 |
>>機械性能(GB/T 699-1999)
試樣毛胚尺寸(mm) | 25 | |
推薦熱處理(℃) | 正火 | 850 |
淬火 | 840 | |
回火 | 600 | |
力學性能 | 抗拉強度MPa | ≥600 |
屈服強度MPa | ≥355 | |
伸長率% | ≥16 | |
斷面收縮率% | ≥40 | |
沖擊功J | ≥39 | |
交貨硬度HBS | 未熱處理鋼 | ≤229 |
退火鋼 | ≤197 | |
注:對大于80mm的鋼材,允許其斷后伸長率與斷面收縮率比上表分別降低2%及5%。
>>熱處理與硬度
推薦的淬火工藝規范:淬火溫度為820~860℃,水冷或油冷,硬度≥50HRC。
推薦的回火工藝規范:回火溫度為500~560℃,空冷,硬度為25~33HRC。
在此溫度范圍回火即是調質處理。調質使45鋼的強度、塑性和韌性得到一個較好的平衡,綜合性能良好,可適應交變負荷環境。
45鋼調質后表面硬度較低,不耐磨。所以常用調質+表面淬火提高零件表面硬度。
回火溫度與硬度的關系見下表:
回火 溫度 | 淬火 后 | 單位(℃) | |||||
200 | 300 | 400 | 500 | 550 | 600 | ||
硬度 HRC | 57 | 55 | 50 | 41 | 33 | 26 | 22 |
注:①淬火為840℃水淬。②45鋼淬火后沒有回火之前,硬度大于HRC55(最高可達HRC62)為合格。實際應用的最高硬度為HRC55(高頻淬火HRC58)。
45鋼(840±10℃)金相圖
45鋼(840±10℃)金相圖
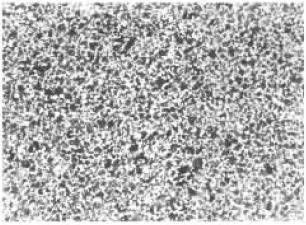
圖1(100×)

圖1(500×)
材料:45#鋼
工藝情況:加熱至(840±10℃),保溫1h,快冷至600℃,再保溫1h,空冷
浸蝕方法:4%硝酸酒精溶液浸蝕
組織說明:珠光體和白色網狀鐵素體,晶粒度為8級。
45鋼的正火是將鋼加熱到Ac3以上30~50℃,保溫后在空氣中自然冷卻,它與完全退火的主要差別在于冷卻速度較快,目的是使鋼的組織正常化,并使珠光體量增多和變細,減少鐵素體的數量。
45鋼如果用于普通結構零件,正火可作為最終熱處理。經過正火可以改善鑄造或鍛造后的組織,細化奧氏體晶粒,使組織均勻化,形成細而均勻的鐵素體與珠光體組織,晶粒度達到8級,從圖1中也可以看到珠光體的層片距達到甚為細微的程度,從而提高了鋼的強度、硬度和韌性。
45鋼也是最為常用的調質鋼,在淬火和高溫回火之前必須進行正火處理,以獲得均勻而細密的組織,作為預先熱處理的一道重要工序。
45鋼(手工電弧焊)金相圖
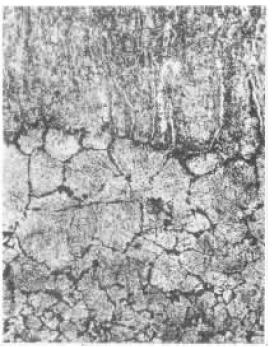
圖1 200X

圖2 500X
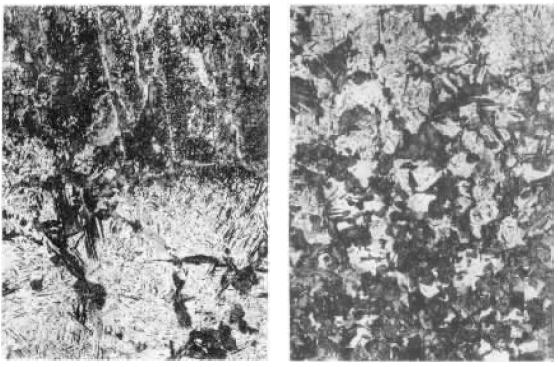
圖3 200X 圖4 200X
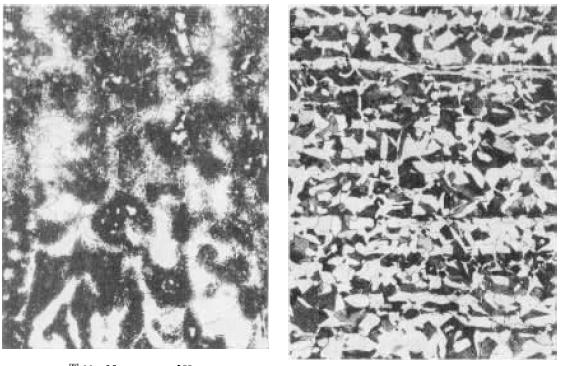
圖5 200X 圖6 100X
材料:45鋼
工藝情況:
圖1–2:手工電弧焊
圖3–6:手工電弧焊,焊前未予熱,焊后未作消除應力處理
浸蝕方法:4%硝酸酒精溶液浸蝕
組織說明:
圖1:上部為焊縫區,顯微組織為馬氏體、貝氏體、托氏體和少量柱狀鐵素體;下部為熱影響區的過熱形貌:馬氏體、貝氏體、托氏體和極少量鐵素體,黑色托氏體沿晶分布。
圖2:圖1過熱區更高倍率下形貌。焊縫區由液相向奧氏體(快冷、成柱狀)轉變,隨后冷卻時由柱狀奧氏體晶界上析出鐵素體把柱狀結晶的輪廓勾劃出來,然后緊鄰著鐵素體產生非自發成核的貝氏體轉變和非自發成核以及自發成核的托氏體轉變。
由于冷卻速度很快,殘余部分含碳量比先轉變區域的可淬性提高而產生馬氏體轉變。
由于母材是45鋼,它比低碳鋼有較好的可淬性,在焊后的冷卻過程中,母材熱影響區過熱區出現大量的馬氏體。馬氏體相變的產生使焊縫和熱影響區都存在很大的組織應力,很容易發生開裂。特別是在過熱區,晶粒粗大,馬氏體針很長,且沒有回火,應力更大,此處是焊縫最薄弱的區域,產生裂縫的敏感性也最大。
圖3上半部為焊縫組織:珠光體和鐵素體,先共析鐵素體沿柱狀晶晶界析出。圖的下半部為母材熱影響區的半熔化區和過熱區的組織;白亮的淬火馬氏體、黑色針狀下貝氏體和托氏體。焊縫與母材結合情況良好。
焊縫金屬凝固時,首先是在與母材連接的熔池邊緣開始結晶,由于母材溫度低,導熱性好,溫度梯度大,而結晶速度很小,所以近母材熔池的結晶是在母材晶粒上直接結晶長大的。但這時母材邊緣受焊接熱循環的影響,已被迅速加熱到高溫,出現過熱狀態,使晶粒十分粗大,焊縫從這些粗大晶粒連續長大的焊縫新結晶也十分粗大。此外,焊接時焊縫的溫度很高,也是柱狀晶容易粗大的原因。母材半熔化區一般都很小,金相法較難清晰分辨,而過熱區較寬,晶粒十分粗大,冷卻相變后馬氏體針葉也十分粗大。
一般來說,焊條含碳量比母材低,出現鐵素體的比例高,鐵素體的膨脹系數小,結晶收縮的應變應力小,同時鐵素體塑性好,容易變形,可以減少應力集中,從而可防止焊接裂縫的產生。低碳鋼的奧氏體空冷后,容易分解成珠光體和鐵素體,而母材45鋼,屬于中碳鋼,有一定淬透性,焊后空冷,重結晶區的奧氏體容易轉變成馬氏體。
圖4為熱影響區的正常重結晶區的組織,為白亮的淬火馬氏體、黑色的針狀下貝氏體、黑色的托氏體、黑色塊狀的細珠光體和少量沿晶分布白色的鐵素體的混合組織。正常重結晶區(或正常正火區)的受熱溫度在AC3以上至晶粒的明顯長大的溫度區間,在此溫度區間奧氏體晶粒比較細小,其轉變后的馬氏體針葉長度比較短,距過熱區越近,奧氏體化溫度越高,化學成分越均勻,奧氏體越穩定,空冷后越容易得到馬氏體組織。相反,離不完全正火區越近,溫度越低,化學成分越不均勻,奧氏體越不穩定,越容易分解出非馬氏體組織,而形成上述的混合組織。
圖5:母材不完全重結晶區,其組織為黑色的細片狀珠光體和白色的鐵素體,部分鐵素體呈細小的針狀析出,而形成魏氏組織。
此區域焊接時母材受熱溫度處于AC1~AC3之間,由于受熱溫度比較低,沒有完全奧氏體化,有一部分鐵素體沒有轉變而保留原材料的帶狀組織狀態。已奧氏體化部分,由于溫度低,奧氏體晶粒十分細小,且不穩定,容易分解成更加細小的珠光體和鐵素體,由于冷卻速度很快,部分鐵素體呈細的針狀析出,形成魏氏組織狀態。
圖6:母材原始組織,珠光體和鐵素體,呈軋制的帶狀分布狀態。圖中鐵素體中間的灰色長條狀夾雜物為硫化物,軋制時塑性夾雜物沿軋制方向變形成長條狀,而夾雜物可以成為鐵素體析出長大的外來非自發成核核心,所以在軋制材料中經常可以看到鐵素體中心有長條狀分布的硫化物。
45鋼屬中碳鋼,其可焊性比低碳鋼差很多,所以焊接時一般需要焊前預熱和焊后除應力處理,本例由于沒有焊前預熱和焊后除應力處理,在熱影響區中容易出現馬氏體組織,馬氏體硬度高、脆性大,容易引起應變產生的應力集中,而不能產生變形以吸收應變能量,從而誘發冷裂縫的產生,同時也是使用中疲勞裂縫容易產生的地方。特別是過熱區的粗大馬氏體更是焊縫的薄弱區域。
