輥式成形 (roll forming process)
帶材在輥式成形機上連續彎曲成具有規定形狀和尺寸的管筒的變形工藝過程。
成形原理 帶材在連續彎曲成形過程中,產生橫向變形、高向變形和縱向變形。橫向變形指帶材橫斷面在各機架上的彎曲變形,它取決于孔型設計。高向變形是成形前后的厚度變化,此值很小一般不計。縱向變形是指帶材彎曲成管筒時,在軸線方向上帶材邊緣的變形,它決定著成形質量。圖1為帶材成形過程中縱向變形的示意圖。如圖所示,在變形區內帶材邊緣長度L',總是大于原來長度L。為保證成形質量,伸長了的邊緣部分在變形結束時必須能恢復到原長,否則在焊縫附近會產生波紋或鼓包。為此必須將邊緣在變形過程中的相對延伸限制在彈性變形的極限范圍之內。這就要求成形機第一架輥軸到最后一架輥軸之間的距離適當。對碳結鋼焊管,該距離一般為產品最大外徑的40~57倍,同時還需采取其他措施來控制帶材邊緣的相對延伸,以保證成形質量。
成形方法 有輥式成形、排輥成形和履帶成形3種基本方法。
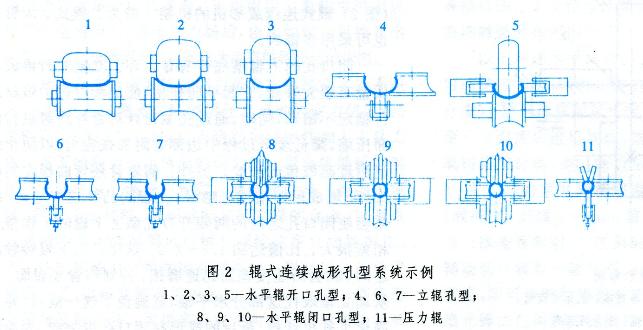
(1)輥式成形。是將帶材在多機架的輥式連續成形機上,按照一定的孔型系統逐漸連續彎曲成要求形狀和規格的管筒(見帶材成形孔型設計)的變形過程。(圖2)輥式連續成形機的機架一般為二輥式,大管徑也可采用多輥式。
閉口孔的上輥槽底帶有導向環。立輥對改善成形質量有很大好處,它起導向作用,使成形過程中帶材運行穩定不竄動;同時,通過孔型設計對管坯邊緣進行側面壓縮,降低成形過程中邊部的附加張應力,以防止焊縫附近起鼓包或波紋。另外,隨著管坯彎曲程度的增大,下輥成形凹槽越來越深,上輥的凸肚越來越大,結果會使閉El孔之前的兩架開口孔型上下輥的工作輥徑相差很大,比值達到1.8~2.2。這樣,上下輥接觸面之間,就會因速度差而迅速磨損,并劃傷管坯表面。用從動立輥取代這部分水平輥,就避免了這一缺點,并且簡化了軋機結構。最后的成形在閉13孔內完成。為使焊縫對正管體中軸線,在焊縫一側的成形輥槽底皆帶有導向環,其厚度向出口逐架減薄。

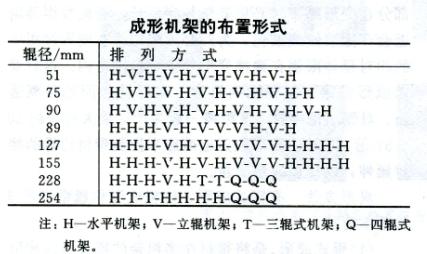
成形機架的布置形式(見表)有:(1)水平輥與立輥交替配置;(2)在閉口孔前設置成組的立輥機架。因后者更好地利用了立輥的優點,所以采用日廣。
立輥成形法(VRF法)是在充分利用立輥成形的優點的前提下開發的。成形機架除頭兩架開口孔為水平輥機架、最后的封閉孔型為水平輥機架或多輥機架外,其余均采用從動式立輥機架。特點是:(1)充分發揮了立輥壓縮帶材邊緣、降低邊部軸向附加張應力的作用,可提高成形質量;(2)孔型公用性強,適應規格范圍廣,調整方便靈活;(3)成形過程中帶材運行穩定;(4)立輥變形接觸區短,單位能耗低;(5)設備簡單;(6)適用于中小型焊管生產。
(2)排輥成形。以一系列小輥群按一定變形規律連續排列,從兩側將帶材連續卷曲進行成形的主要變形。只有第一架開口孔為水平輥機架,最后幾架封閉孔型為水平輥或多輥機架。
在通常的輥式成形機上,在成形機架之間都會發生成形帶材的回彈現象。為補償回彈變形,下一機架的變形量必須相應加大,因而增大了帶材邊緣的相對延伸,增加了焊縫附近出現鼓包或波紋缺陷的傾向。排輥成形時由于在成形水平輥之間配置了一系列比較密集的小輥,它們不僅有效地限制了回彈變形,且使帶材邊緣沿著一條符合變形規律的成形曲線彎曲成管筒,成形過程中還能連續壓縮邊緣、減緩縱向附加張應力,所以能實現最佳成形,這在生產直徑大于450mm的大管和薄壁管時尤為顯著。
排輥成形是直縫焊管連續成形中質量最好的方法,因而自20世紀60年代問世以來,在大中型焊管生產中發展迅速。該法生產的管材外徑為400~1200mm,最大壁厚22mm。
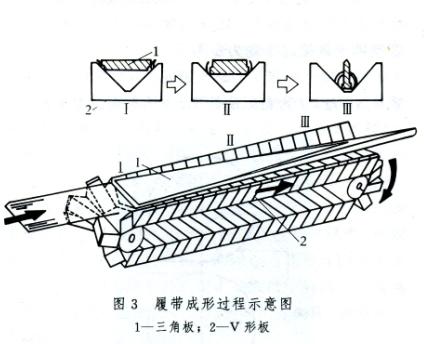
(3)履帶成形。是排輥連續成形方法在小型管材生產中的發展,成形過程如圖3所示。它是將排輥群進一步密集化,變成上下兩塊成形板,上板俯視為三角形,帶材入口處寬,管筒出口處窄,三角形板的橫斷面形狀按成形規律要求設計。下板由橫斷面為V形槽的履帶鏈塊拼成,隨著履帶由帶材入口向管筒出口方向運轉,帶材被帶入變形區,連續彎曲成形。管筒出口段的三角板橫斷面設計,還可以考慮對成形管筒底部給予一定的壓縮量,以求帶材的側邊與中底部的延伸平衡,使焊縫附近不產生波紋。此法生產的管材外徑為20~50mm,壁厚0.5~3.5mm,壁厚與外徑比達到1/100。