
干貨!牛人總結(jié)模具真空熱處理技術(shù)參數(shù)、工藝、案例
真空熱處理是指將模具零件置于真空熱處理設(shè)備中,進(jìn)行加熱、保溫和冷卻的工藝方法。其是當(dāng)前先進(jìn)的模具熱處理技術(shù)之一。隨著模具質(zhì)量的要求越來越高,一般熱處理難以達(dá)到技術(shù)要求,模具經(jīng)真空熱處理后,表面不氧化、不脫碳,淬火畸變小,表面硬度均勻,使用性能得到提高,模具使用壽命普遍增加,一般能提高30%以上,另外真空熱處理可將加工余量(磨削或拋光)縮小1/3~1/2,從而提高了生產(chǎn)效率、降低了模具制造成本。真空熱處理尤其適合于高精密、要求尺寸和性能穩(wěn)定的模具。模具真空熱處理技術(shù)有:真空淬火、真空回火、真空滲碳、真空滲氮、真空滲金屬等。圖1為模具真空熱處理設(shè)備,圖2為模具照片。

圖1 模具真空熱處理設(shè)備
圖2 模具照片
1.真空熱處理工藝參數(shù)
(1)真空度
真空度直接影響到模具表面的粗糙度,從而影響表面質(zhì)量性能,為防止模具表面的合金元素的揮發(fā),應(yīng)選擇合理的真空度,合金鋼模具真空加熱時真空度與加熱溫度的對應(yīng)關(guān)系見表1。
表1 真空度與加熱溫度的對應(yīng)關(guān)系
加熱溫度/℃ | ≤900 | 1000~1100 | 1100~1300 |
真空度/Pa | ≥0.133 | 1.33~13.3 | 13.3~665 |
(2)預(yù)熱溫度
當(dāng)真空熱處理的加熱溫度為1000~1100℃時,在800~850℃進(jìn)行一次預(yù)熱;當(dāng)加熱溫度超過1200℃時,形狀簡單的模具可在850℃進(jìn)行一次預(yù)熱,較大或復(fù)雜的模具則應(yīng)在500~600℃和800~850℃進(jìn)行兩次預(yù)熱。
(3)保溫
1)加熱溫度。真空淬火的加熱溫度一般取鹽浴爐和空氣爐的下限。真空回火、真空退火、真空固溶處理及真空時效的加熱溫度一般與常規(guī)熱處理時的加熱溫度相同。
2)保溫時間。通常情況下真空加熱時間為鹽浴爐的6倍,空氣爐的2倍,經(jīng)驗公式為τ=KB+T,其中,τ為加熱保溫時間(min),K為保溫時間系數(shù)(min/mm),B為模具的有效厚度(mm),T為時間裕量(或稱固定時間)(min)。K值與T值可從表2查出。
表2 模具真空淬火保溫時間的計算參數(shù)
鋼材 | 保溫時間系數(shù) K/min·mm-1 | 時間裕量 T/min | 備注 |
非合金工具鋼 | 1.9 | 5~10 | 560℃預(yù)熱一次 |
低合金工具鋼 | 2.0 | 10~20 | 560℃預(yù)熱一次 |
高合金工具鋼 | 0.48 | 20~40 | 560℃預(yù)熱一次,800℃預(yù)熱一次 |
高速鋼 | 0.33 | 15~25 | 560℃預(yù)熱一次,800℃預(yù)熱一次 |
2.模具的真空淬火
(1)預(yù)熱
低合金鋼(40Cr、60Si2Mn等)、中合金鋼(CrWMn、9CrSi、5CrNiMo等)可選擇兩級加熱(如650℃預(yù)熱→850℃淬火加熱);高合金鋼(H13、Cr12MoV等)可選擇三級加熱(如650℃預(yù)熱→850℃預(yù)熱→1030℃淬火加熱)。
(2)加熱保溫時間的選擇
保溫時間既要確保一定量的碳化物充分溶解,提高奧氏體中的合金含量,為二次硬化峰溫度回火時有較明顯的硬度回升提供保證,又不能產(chǎn)生過熱而影響模具質(zhì)量。
(3)冷卻方式
模具鋼的真空淬火可采用油淬、氣淬、水淬、硝鹽淬火等。合金模具鋼均可實施真空油淬,從而獲得光亮的表面及合理的性能。與氣冷淬火相比,因油冷速度快而容易獲得高的韌性和強(qiáng)度。氣冷淬火可獲得更小的淬火畸變。
真空淬火冷卻方式應(yīng)根據(jù)模具的形狀、材質(zhì)、尺寸、技術(shù)要求等來選擇,具體見表3。
表3 真空淬火冷卻方式的選擇
冷卻方式 | 使用范圍 |
真空油淬 | 適用于合金工具鋼、高碳高鉻合金鋼、高速工具鋼等模具用鋼,采用專用真空油淬火。真空油淬尤其適合于要求高強(qiáng)韌性的模具 |
氣冷 | 為了減少模具畸變,縮短工藝周期,實現(xiàn)清潔熱處理生產(chǎn),國際上越來越多地使用氣冷淬火。對冷卻速度要求:H13(4Cr5MoSiV1)鋼≥28℃/min,Cr12MoV鋼≥17℃/min 1)0.2MPa真空氣淬:即低壓真空氣淬,其N2淬火冷卻壓力最大在0.2MPa,N2的純度在99.95%(體積分?jǐn)?shù))以上,一般用于冷速要求不高的高速工具鋼及冷熱作模具鋼 2)0.6MPa高壓氣淬:其N2淬火壓力在0.6MPa,一般用于高速工具鋼、高碳高鉻合金鋼、部分合金工具鋼制作模具等淬火 3)1MPa以上超高壓氣淬:一般用于所有高速鋼、熱作模具鋼、冷作模具鋼、Cr13鋼及一些油淬合金鋼。也適用于大、中型模具淬火 |
真空水淬 | 用于有色金屬、耐熱合金、鈦合金及碳鋼等的淬火冷卻 |
真空硝鹽淬火 | 采用硝鹽進(jìn)行模具的分級或等溫淬火,可減少模具畸變,避免開裂,防止高強(qiáng)度結(jié)構(gòu)鋼的脫碳等,靜止的硝鹽浴總的冷卻能力與油相當(dāng),進(jìn)行攪拌則可提高鹽浴的冷卻能力,一般使用溫度控制在160~280℃的范圍內(nèi) |
實例:H13(4Cr5MoSiV1)鋼制超大型鋁合金壓鑄模(5t),采用Ipsen公司Super Turbo真空爐淬火加熱溫度為1000℃,經(jīng)充分保溫后,用1.5MPa氮氣淬火冷卻,在400℃停止冷卻進(jìn)入等溫保持階段,以減少模具畸變避免開裂。最終獲得了優(yōu)異的力學(xué)性能和最小的淬火畸變,具體檢驗結(jié)果見表4。
表4 H13鋼模具真空氣淬后的結(jié)果
項目 | 表面 | 心部 |
顯微組織 | 細(xì)小 | 細(xì)小(在淬火狀態(tài)下) |
晶粒度/級 | 10~11 | 9 |
抗拉強(qiáng)度Rm/MPa | 1287 | 1264 |
屈服強(qiáng)度ReL/MPa | 1044 | 1019 |
斷后伸長率A(%) | 19.5 | 17.8 |
斷面收縮率Z(%) | 52.8 | 49.1 |
沖擊吸收功/J | 262,282,279 | 221,239,238 |
(4)真空回火
采用真空爐(如WZH系列單室正壓回火爐)回火的優(yōu)點:控溫準(zhǔn)確、均勻;確保加熱及保溫階段無氧化;可隨爐緩冷,也可充氣快冷。冷卻過程可充入高純度N2或高純度N2與其他還原性氣體的混合氣(如H2),確保冷卻時不氧化、不著色。
回火加熱速度為0.8min/mm,心部到溫后最少保持2h。回火溫度視硬度要求定。第一、第二次回火為強(qiáng)制性,第三次回火視技術(shù)要求和最終硬度而定,也可以省去。
(5)常用模具鋼的真空淬火與回火工藝參數(shù)見表5。
表5 常用模具鋼的真空淬火與回火工藝參數(shù)(GB/T 22561—2008)

(可以點擊放大收看)
3.模具的真空退火
模具(模塊)的真空退火易實現(xiàn)無氧化、無脫碳的熱處理,有利于提高模具表面質(zhì)量和生產(chǎn)效率,縮短工藝周期,模具表面可達(dá)到光亮,顯微組織均勻一致。
(1)普通真空退火工藝
圖3是H13(4Cr5MoSiV1)鋼模塊普通真空退火工藝。模具退火采用真空爐(如WZT系列單室真空爐,極限真空度0.1Pa),將模塊以60℃/h的速度緩慢加熱到870℃,視模塊有效尺寸決定保持時間(2~4h),也可以待到溫后保持0.8min/mm。保溫階段壓力控制在0.1~10Pa。冷卻時可在真空狀態(tài)下進(jìn)行爐冷,當(dāng)溫度低于500℃時,可充入1×105Pa的高純度N2或高純度N2與其他還原性氣體(如H2)的混合氣進(jìn)行冷卻,以確保模塊表面無氧化、不著色。經(jīng)退火后的模塊硬度<235HBW,組織為珠光體+均勻分布的粒狀碳化物。
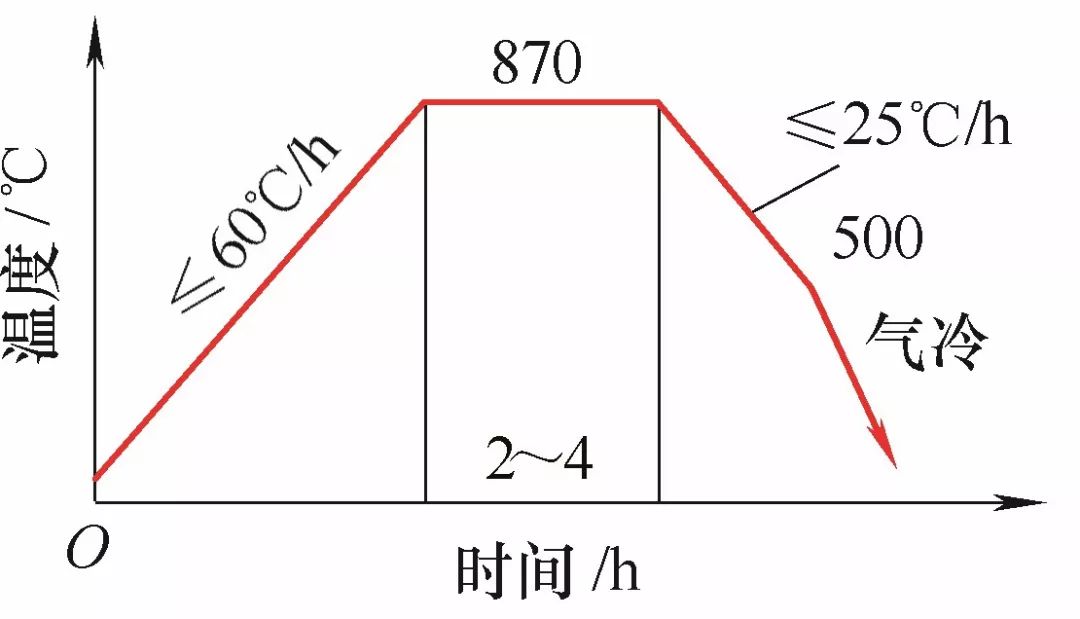
圖3 H13鋼真空退火工藝
(2)H13模具鋼等溫退火工藝
真空爐壓力0.1~10Pa,以≤200℃/h緩慢升至875~890℃并保持2~4h后,快冷至710~740℃保持3~4h,用高純度氮氣冷至100℃以下出爐。
(3)Cr12MoV模具鋼等溫退火工藝
真空爐壓力0.1~10Pa,以≤200℃/h緩慢升至830~870℃并保持2~4h后,快冷至720~740℃保持3~4h,用高純度N2冷至100℃以下出爐。
4.模具的真空滲碳
真空滲碳是將模具在真空爐中加熱到奧氏體化狀態(tài),在滲碳?xì)夥罩袧B碳,然后擴(kuò)散及淬火處理。因模具在真空狀態(tài)下加熱,故模具表面十分光潔,適于高的表面質(zhì)量要求模具的滲碳處理。
實例:65Nb(65Cr4W3Mo2VNb)鋼制挑線連桿擠壓模的真空滲碳。
(1)滲碳介質(zhì)(體積分?jǐn)?shù)):70%CH4+30%H2。H2作為稀釋氣,CH4(甲烷)為滲碳?xì)狻B碳設(shè)備為內(nèi)熱式小型真空滲碳爐。模具真空滲碳工藝見圖4。
(2)使用壽命。65Nb鋼制模具經(jīng)真空滲碳熱處理后,其使用壽命比未經(jīng)滲碳模具提高2.5倍,比Cr12MoV鋼制模具(常規(guī)熱處理)提高7.5倍。
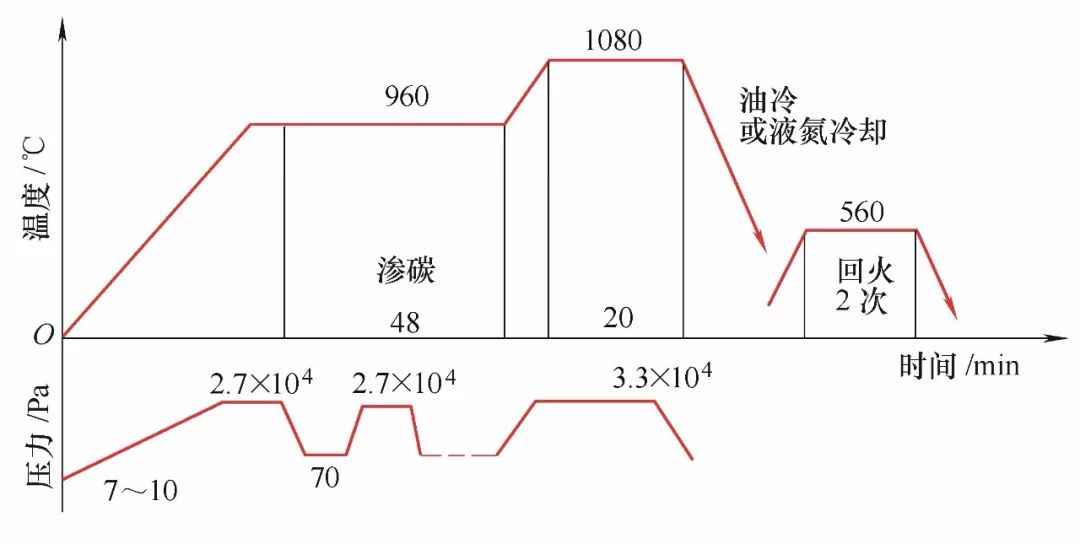
圖4 65Nb連桿擠壓模的真空滲碳工藝
5.模具的真空碳氮共滲
真空碳氮共滲是模具表層在真空爐內(nèi)處于負(fù)壓的加熱狀態(tài)下,同時滲入碳、氮元素的化學(xué)熱處理工藝,與單一的滲碳相比,模具表面硬度更高,耐磨性更好,同時還具有一定的抗蝕性和更高的疲勞強(qiáng)度。因共滲溫度低,且滲后可直接淬火,奧氏體晶粒比單一滲碳細(xì),因此提高了模具的心部韌性,共滲層組織無晶界氧化現(xiàn)象,模具性能明顯提高。
實例:45鋼、調(diào)質(zhì)預(yù)硬鋼P20鋼(3Cr2Mo)制塑料模的真空碳氮共滲。
1)采用WZST-45型雙室真空滲碳淬火爐,其工藝曲線見圖5,碳氮共滲溫度(850±10)℃,預(yù)冷至(740±10)℃,并均溫后出爐油淬,壓力為100~800Pa,共滲劑為乙炔和氨氣混合氣。裝爐情況:模具尺寸260mm×200mm×25mm,數(shù)量5塊;240mm×180mm×20mm,數(shù)量5塊;210mm×150mm×30mm,數(shù)量5塊。共計裝爐15塊,質(zhì)量共計約150kg。
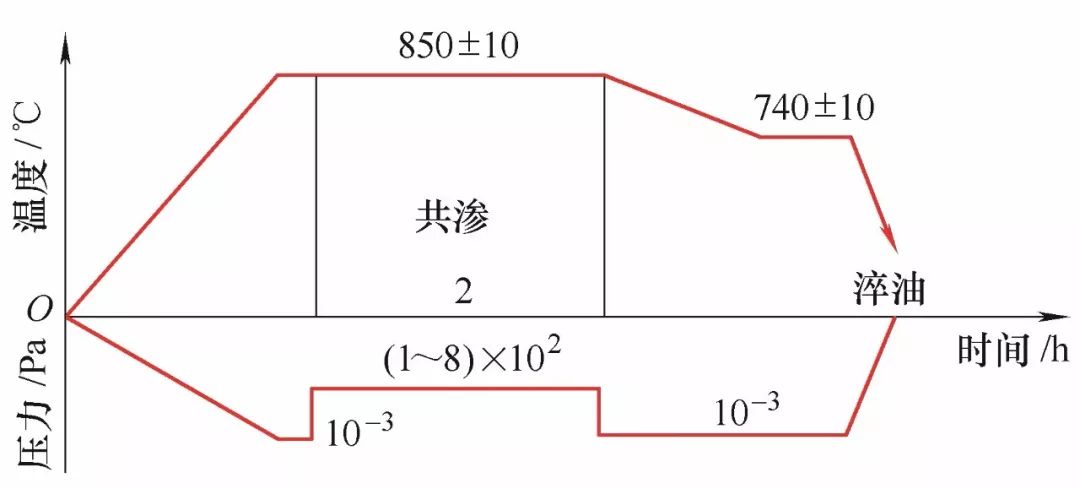
圖5 45鋼、P20鋼模具的真空碳氮共滲工藝
2)45鋼模具碳氮共滲油淬后,其外觀呈均勻的銀灰色,45鋼及P20鋼模具的硬度均可達(dá)到62HRC以上,提高了表面硬度,可使P20鋼制模具進(jìn)入高壽命狀態(tài)。45鋼滲碳層深度0.53~0.56mm,有助于提高45鋼模具使用壽命。
6.模具的真空脈沖氮碳共滲
真空脈沖氮碳共滲保留了真空脈沖滲氮的優(yōu)點,如深孔、盲孔內(nèi)壁滲層均勻,比真空脈沖滲氮有更好的耐磨性和抗咬合性,而且白亮層少,脆性小,滲層致密,滲速快,并能承受重負(fù)荷和沖擊載荷。
實例:W9Cr4Mo3V鋼制十字槽沖頭的真空脈沖氮碳共滲。
(1)十字槽沖頭在工作時,要承受大的沖擊、壓縮、拉伸和彎曲等應(yīng)力的作用,失效形式為槽筋疲勞斷裂。原采用T10鋼制造,經(jīng)常規(guī)鹽浴加熱淬火、回火處理后,模具平均壽命為3萬件。
(2)采用W9Cr4Mo3V鋼制造沖頭,經(jīng)真空加熱淬火、回火和真空脈沖氮碳共滲后,模具壽命提高到近30萬件。真空氮碳共滲采用ZCT65型雙室真空滲碳爐,工作真空度為2.7Pa。
1)真空淬火與回火工藝:830~850℃×3min/mm預(yù)熱,1080~1200℃×1~2min/mm加熱后,氣淬油冷;540~580℃×1~2h真空回火。
2)真空脈沖氮碳共滲工藝:共滲劑成分(體積分?jǐn)?shù)):50%丙烷+50%氨氣,其工藝曲線見圖6。
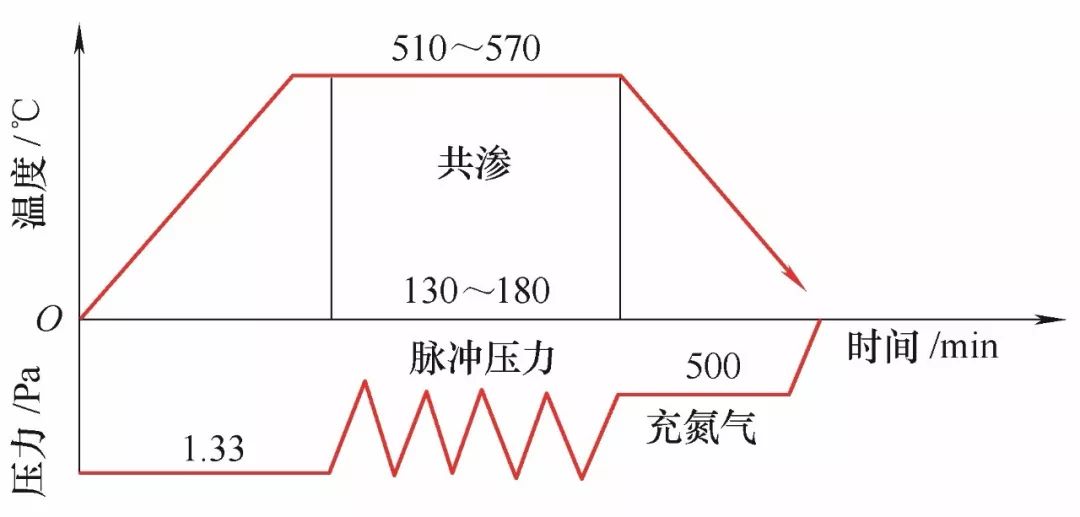
圖6 W9Cr4Mo3V鋼沖頭真空脈沖氮碳共滲工藝
(介質(zhì)流量:800~2000L/h;壓力:20~51kPa)
作者:金榮植,特邀專家
單位:哈爾濱匯隆汽車箱橋有限公司副總工程師
來源:《金屬加工(熱加工)》雜志
掃二維碼分享給你的朋友。2、點下面的鏈接分享到朋友圈。")
| |
|
? 請關(guān)注 微信公眾號: steeltuber. 轉(zhuǎn)載請保留鏈接: http://www.kqfzw.com.cn/Steel-Knowledge/ZKRCL.html
|