
1.滲碳淬火件及感應淬火件取消回火
一些滲碳淬火件及感應淬火件(如結構簡單的光桿軸等)取消回火直接使用,既可充分利用較高的殘余壓應力,獲得較高的疲勞強度,又可以節省能源,簡化工藝,節約工時、工裝及設備維修費用。
應用實例1:拖拉機齒輪滲碳、淬火后取消回火
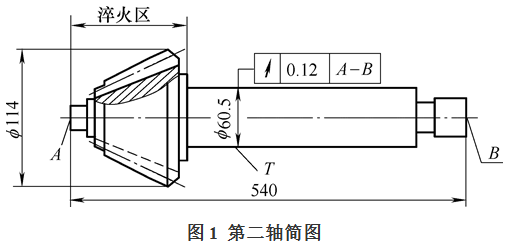
我公司生產的東方紅-75型拖拉機第二軸齒輪(圖1,簡稱第二軸),材料為20CrMnTi鋼,重量16.3kg,熱處理技術要求:齒面和心部硬度分別為56~63HRC和>25HRC,滲碳層深度1.3~1.8mm,馬氏體及殘余奧氏體1~5級,碳化物1~5級,心部鐵素體1~5級,T面圓跳動≤0.12mm,其余≤0.15mm。
(1)第二軸加工工藝路線
正火→機加工→清洗→滲碳→淬火→清洗→回火→噴丸清理→锪中心孔→校直→機械加工(第二軸軸徑磨削→主、從動齒輪配對→包裝)。
(2)原熱處理工藝
第二軸滲碳采用RQ3-9-9型井式氣體滲碳爐,淬火采用RYD-100-8A型插入式電極鹽浴爐,回火常用RJ2-75-6型井式回火爐。第二軸滲碳、淬火及回火熱處理工藝見圖2。
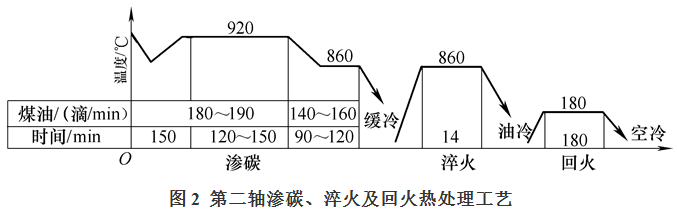
第二軸原工藝采用滲碳后空冷,再進行二次加熱淬火,最后進行180℃×3h低溫回火。
(3)新的熱處理工藝
第二軸滲碳后空冷和二次加熱淬火的工藝不變,取消180℃×3h的低溫回火工序。
(4)新的加工工藝路線
正火→機加工→清洗→滲碳→淬火→清洗→噴丸清理→锪中心孔→校直→機械加工(第二軸軸徑磨削→主、從動齒輪配對→包裝)。
(5)節能效果
每爐裝120件(40件/筐×3筐/爐)第二軸。一般工業用電價格按0.85元/kW·h計算。年產按45000件計算,年可節電10萬元以上。
應用實例2:汽車變速器齒輪軸中頻淬火后取消回火
北京齒輪總廠通過對212型汽車變速器中間齒輪軸(下稱48軸,φ19.05mm×218mm)和倒擋齒輪軸(下稱94軸,φ19.05mm×76mm),表面經中頻淬火后取消回火工序后的效果如下。
1)不同工藝條件下試樣表面硬度比較,試樣中頻淬火后,硬度值在58~60.5HRC,而淬火回火試樣硬度值55.5~57.0HRC,回火后硬度值下降了2~5HRC。
2)選50件48軸,中頻淬火后不經回火直接磨削產品,經無損檢測,未發現表面裂紋,存放半年后未發現表面裂紋。取消回火工藝的實際應用情況表明,48軸中頻(8000Hz)淬火后不經回火,經校直的零件,尺寸變形穩定性良好,也從未發現因淬火應力導致產生裂紋的現象。
3)選取48軸各30件中頻淬火后回火(160℃×2h)與不回火,校直后均存放半年,表面徑向跳動基本上不發生變化,一般絕對值僅為0.01~0.02mm,變形量處于穩定狀態中。
4)減少了淬火區長度,使上述兩種產品的淬火加熱時間平均減少了10%~15%。綜合以上因素,取消回火工序,每年所帶來的直接經濟效益在2.6萬元以上。
2.用振動時效代替熱振動時效方法
鑄鐵件及焊接件采用振動時效消除殘余應力比爐內加熱法節能效果十分明顯,且方便易行,可顯著提高加工效率。通常情況下,振動時效與熱時效相比,生產費用可節省75%左右,能源消耗僅為熱時效的1/30,生產周期僅為熱時效的1/40~1/50。
通過對機床座及其他鑄鐵件進行振動時效和熱時效處理對比試驗,振動時效能夠消除殘余應力40%~60%,熱時效能夠消除殘余應力50%~70%,振動時效所消耗能源僅為熱時效的5%左右。
應用實例:蘭州石油化工機器總廠生產的Z01.1.18機床座,材料為HT200,單件重量900kg,最大與最小壁厚分別為50mm和20mm。
(1)振動時效工藝參數
根據工件的材質、重量、幾何形狀的不同,合理選擇激振力的檔次等。振動工藝參數見表1。
表1 振動工藝參數
檔位 | 主振頻率 /(r·min-1) | 激振時間 /min | 振前 | 振后 | ||
Vo/V | Io/A | Vt/V | It/A | |||
3 | 4820 | 30 | 129 | 3.5 | 126 | 2.8 |
注:Vo、Io分別為振動時效前電壓和電流,Vt、It分別為振動時效后電壓和電流。
(2)應力測試
找出殘余應力較大部位進行應力測試,測試數據見表2。
表2 殘余應力測試結果
工藝 | 鑄件 編號 | 時效前應 力/MPa | 時效后應 力/MPa | 消除應力 (%) | 平均值 (%) |
熱時效 | 3393 3394 | 14.8 13.7 | 7.0 5.4 | 53 61 | 57 |
振動時效 | 3395 3396 | 15.7 15.4 | 8.1 9.0 | 48 42 | 45 |
從表2可以看出,熱時效與振動時效分別能夠消除機床座殘余應力的51%和45%,結果比較理想。對機床座其他部位也進行測試,結果與預期吻合。
(3)節能效果
熱時效與振動時效耗能與成本比較見表3。
表3 熱時效與振動時效耗能與成本比較
方法 | 耗能/(元·t-1) | 成本/(元·t-1) |
熱時效 | 21.14 | 119.20 |
振動時效 | 0.76 | 2.00 |
從表3可以看出,振動時效比熱時效節能96.8%,成本降低98%,因此采用振動時效方法經濟效益十分顯著。
作者:金榮植
單位:哈爾濱匯隆汽車箱橋有限公司
來源:《金屬加工(熱加工)》雜志
(本平臺"常州精密鋼管博客網"的部分圖文來自網絡轉載,轉載目的在于傳遞更多技術信息。我們尊重原創,版權歸原作者所有,若未能找到作者和出處望請諒解,敬請聯系主編微信號:steel_tube,進行刪除或付稿費,多謝!)